

 联系我们
联系我们

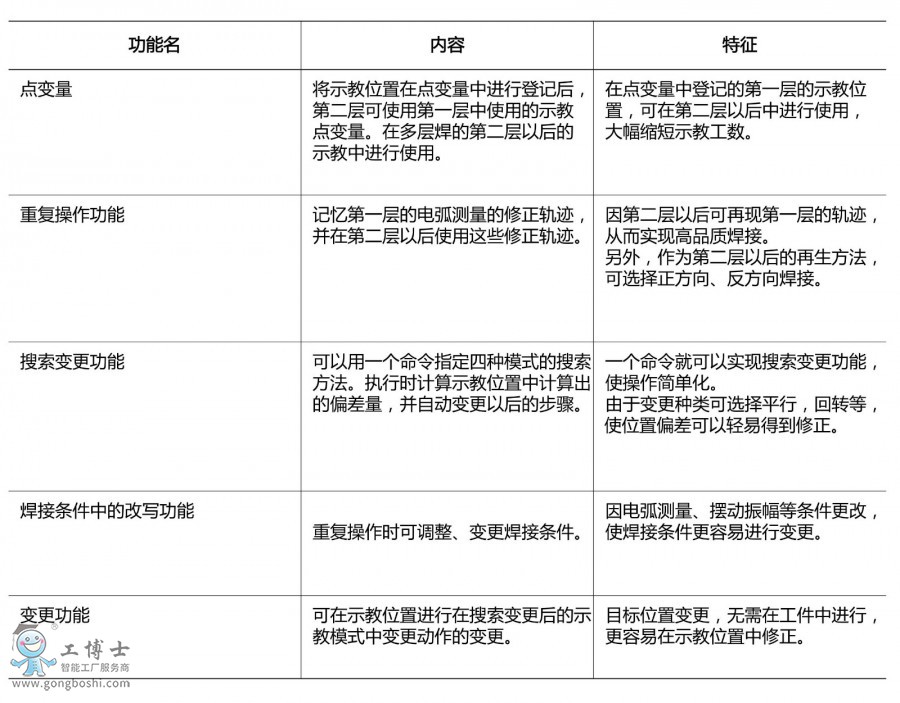
1.多层焊功能
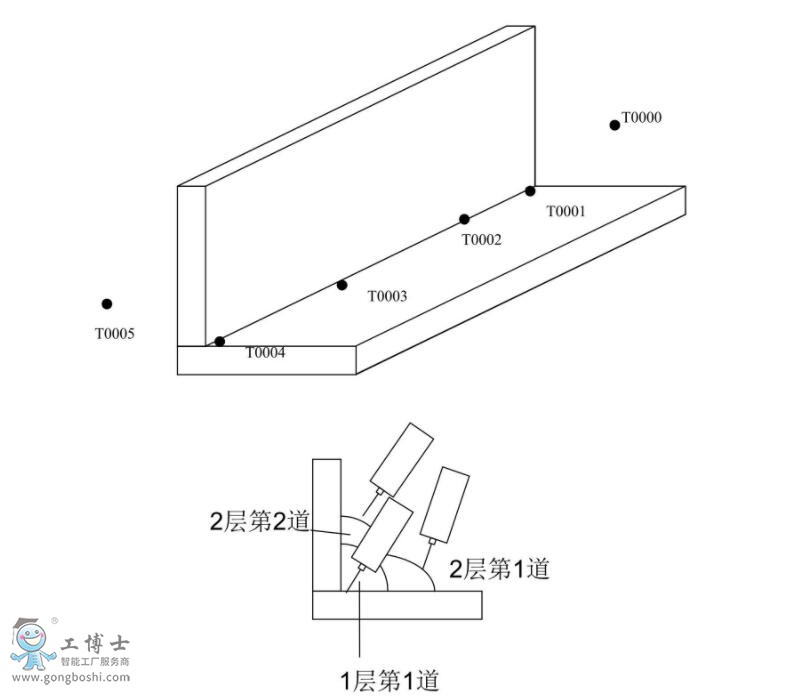
多层焊焊接程序的编写,只要对初层焊缝进行示教编程,然后填写决定焊接条件的关键因子(坡口角度、焊脚长、层数、道数等),则与之关联的多层焊程序群便会自动生成。可以同始端检出功能一起使用,当使用电弧跟踪时,可以并用始端检出功能以柔性适应加工误差和装卡误差在一定范围内的工件。2.多层焊功能的主要特征
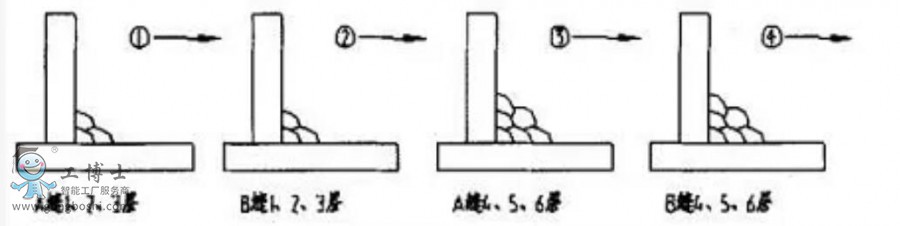
3.焊接顺序设定
各条焊缝的第二层之后的焊接顺序可以自由设定。如下图所示,先焊A缝的1、2、3层,再焊B缝的1、2、3层,然后再焊A缝的4、5、6层,*后焊B缝的4、5、6层。
本文摘自:网络 日期:2023-02-22
详情点击:otc焊接机器人官网
电联:156 0178 5639
详情点击:otc焊接机器人官网
电联:156 0178 5639